Inspection of electrical installations in home
Continued from part I – Inspection of electrical installations in home (part 1)
Is a Periodic Inspection Needed?
Every installation deteriorates with use and age. Therefore, one must ensure that the safety of users is not put at risk and that the installation remains in a safe and serviceable condition.
Contacts

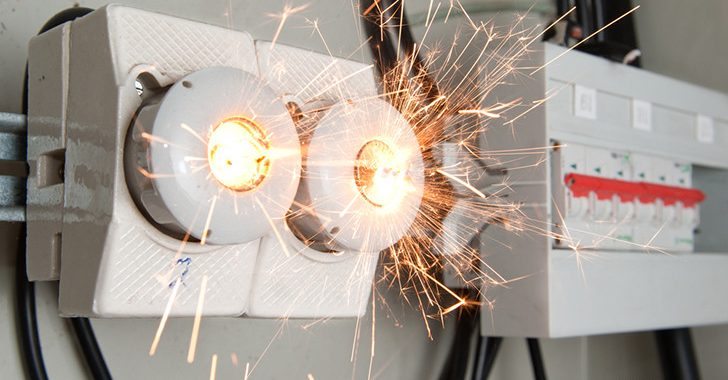
Bad contacts generate heating and sparking
In case of a bad contact, the resistance of the contact increases, causing a temperature rise. When this happens on a small surface, there is a limited heat drain and the temperature rises even more. Soon the insulation or other materials in the vicinity will lose their properties and a fire can occur.
One study demonstrated that a bad contact of 0.5 ohm rose to 1 ohm after one week and to 10 ohm after one year. The tables below give a good indication of the amount of heat generated by bad contacts compared to contacts in good condition.
Values with a good connection:
| Current (A) | Voltage drop (mV) | Heat developed (mW) |
| 20 | 4 -10 | 80 – 200 |
| 15 | 3 – 8 | 45 – 120 |
| 10 | 2 – 5 | 20 – 50 |
| 5 | 1 – 3 | 5 – 15 |
| 0.8 | 0.15 – 0.4 | 0.1 – 0.3 |
Values with a good bad connection:
| Current (A) | Voltage drop (mV) | Heat developed (mW) |
| 20 | 1,000 – 2,000 | 20,000 – 40,000 |
| 15 | 1,200 – 1,400 | 18,000 – 36,000 |
| 10 | 1,500 – 3,000 | 15,000 – 30,000 |
| 5 | 2,000 – 4,000 | 10,000 – 2,0000 |
| 0.8 | 4,000 – 7,000 | 3,000 – 5,000 |
One of the best methods of verifying this condition, and even visualising it, is to carry out thermographic controls. Thermography is a non-contact method for measuring temperature based on the fact that every body emits electromagnetic radiation.

Damaged miniature circuit breakers due to the bad contacts or device itself
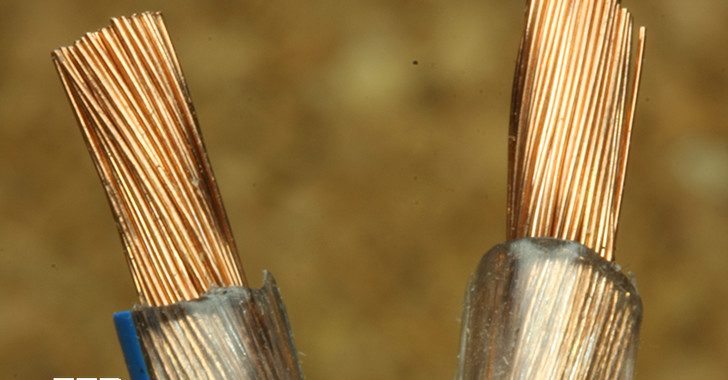
Wiring
- External exposure of the cable to a fire originating in other combustible materials. The cables consist primarily of insulation material (70%), which means that there is a lot of combustible material available.
- Internal overheating due to overloads or short circuits in cables.
There are over 9,000 electrical fires across the UK each year. More than a third of these fires are caused by inadequate or faulty wiring. A periodic inspection and testing of cable condition could be a lifesaver.
An American study revealed that the leading first ignited item in residential electrical fires is the insulation around electrical wires and cables (30.2%). The study showed that 38% of all deaths from fires in residential buildings came from insulation around electrical wires. In most cases, the fires caused by defective or worn insulation were closely related to old electrical wiring.
Arcs caused by short circuits due to defective or worn insulation or from faulty, loose, or broken conductors or switches can initiate fires.

Electrical panel suffered a short circuit due to the bad conductors
Aluminium wiring poses additional hazards. High temperatures that can lead to fires develop on failing circuits and bad connections. Studies have shown that aluminium-wired connections in homes have a very high probability of overheating compared to copper-wired homes. A large number of connection burnouts have occurred in aluminium-wired homes. The resulting fires involved many injuries and deaths.
When Is a Periodic Inspection Needed?
It is generally accepted that an electrical installation should be inspected every ten years. The ten-year interval is also noted in the IEC 60364. Unfortunately, the periodic inspection is not compulsory in all countries. When a circuit breaker trips frequently, or sockets, switches, or fuse panels become hot or display burn marks, an inspection and further maintenance is required.
Another occasion to carry out a periodic inspection is when modifications are made to old or existing installations. Structural changes, or changes in the use of an installation, can impair the safety of the installation. In Belgium, an inspection of the electrical installation is required when there is a change of ownership.
What To Inspect?
A periodic verification will primarily take into account the following:
- Adequacy of the earthing and bonding
- Suitability of the switch gear and control gear
- Serviceability of the equipment (switches, socket outlets, light fittings) by careful examination for signs of overheating
- The wiring system and its condition (old types of cables, insulation of the cables)
- Provision for RCDs
- Presence of adequate identification and notices
- Extent of any wear and tear, damage, or other indications
- Changes in the use of the premises that can lead to deficiencies in the installation
As with the initial verification, it is necessary to carry out inspection, tests, and measurements. The measurements will give a good indication of the status of the electrical installation and particularly of the cables and contacts.
Some tests will have to be carried out without the supply connected, while others can only be performed with the installation energized.
- Continuity of the protective conductors
- Equipotential bonding
- Earth electrode resistance
- Earth-fault loop impedance
- Correct operation of the RCDs
- Correct operation of switches and isolators
Considering the importance of cables and contacts in an electrical installation, testing of their condition requires that tests to be carried out without the supply connected.
How To Test The Quality Of The Cables
The most important test carried out during the verification of an electrical installation is related to the quality of insulation. As noted earlier, insulation deteriorates with age. In addition, some insulation will have been subjected to mechanical wear and tear, cables may have been subjected to overloads causing excessive heat, et cetera.
What happens when the insulation deteriorates? The current flowing through the insulation will increase and can reach dangerous values, causing electrical shocks and fire. The quality and the condition of the cables is verified by measuring the insulation resistance.
How To Measure The Insulation Resistance?
Principle
Apply a stable continuous voltage for a defined period, measure the resulting current between the two parts under test, and ascertain with Ohm’s Law that the insulation resistance is higher than the minimum value required by the standards.
Measurements should be carried out with an insulation tester. An insulation tester used during the initial verification will eliminate short-circuits or short to earth faults. During periodic verifications, the insulation tester will also help test the integrity of the cables by revealing insulation failures that could result in shock and fire.
The test is made between the active conductors (phase and neutral) and the PE (protective conductor) connected to the earthing arrangement. For the purpose of this test, active conductors may be connected together. The dc voltage applied between the live conductors (de-energized) and the earthing arrangement, will cause a very small current to flow through the conductor and the insulation.
A low insulation resistance means that a leakage current is flowing through the insulation to earth. This leakage current could shock an individual if there is no RCD or if there is an accidental interruption of the Protective Earth conductor. A leakage current of 500 mA can generate enough heat to ignite the surrounding materials, involving the risk of causing a fire.
According to the IEC 60364-6, the following table applies:
| Nominal circuit voltage (V) | Test voltage DC (V) | Insulation resistance (MΩ) |
| SELV and PELV | 250 | ≥ 0.5 |
| Up to and including 500 V, including FELV | 500 | ≥ 1.0 |
| Above 500 V | 1,000 | ≥ 1.0 |
The insulation resistance, measured with the test voltage indicated in the table, is satisfactory if each circuit (with the appliances disconnected) has an insulation resistance not less than the appropriate value given in the table.
However, where a reading of less than 2 MW is recorded for an individual circuit, there is the possibility of defective insulation and it may be necessary to replace the cable.
Costs Involved
The cost of an insulation tester is not excessive and the extra time needed to measure the insulation resistance when carrying out verification is small compared to the profit of having a good visualization of the quality of the electrical installation.
Bad contacts can be remedied and bad cables replaced before a fire breaks out.
Conclusions and Recommendations
One cannot state unequivocally that all old wiring in the homes is a hazard. The main concern is to determine the condition of the cables and their insulation. Insulation becomes damaged when it is pierced or undergoes other mechanical damage as well as when a circuit is overloaded. The cable becomes hot and the insulation will crack after a time.
It is clear that a verification of an existing electrical installation without testing does not providing a sufficient indication of the state of the most important safety issue of an existing installation, i.e. the insulation quality of the cables. It will only reveal visible damage to the electrical equipment due to wear and tear and mechanical damage. When no tests and
measurements are carried out, it could give a false sense of safety.
Therefore, verification should always be comprised of an inspection and tests. Many home fires can be avoided if the electrical installation is tested with an insulation tester and if cables that are not up to standard are replaced. To avoid the problem of bad contacts, it is good practice to replace the entire cable when a section of a cable is damaged.
It is good practice to remove obsolete cables to reduce potential fuel load. There is better fire performance using the new vinyl compounds compared to the traditional compounds. Due to the specific hazards related to the use of aluminium wiring (especially in homes in Eastern Europe), it is good practice to replace them with copper wiring at the first sign of degradation or bad contacts.
Resource: Paul De Potter – Inspection of electrical installations in homes
Bibliography used:
• IEC 60364-6: Low-voltage installations / Part 6: Verification
• Towards improved electrical installations in European homes — European Copper Institute
• Overview of electrical safety in 11 countries — European Copper Institute
• US Fire Administration Publications
• ESFI (Electrical Safety Foundation International) Publications
• Reducing the fire hazard in aluminium-wired homes – J. Aronstein, Ph.D.


 value for electric motor")









")




")



 and Insulation coordination")









")

















")



 Transformer")